La teknologio de kubeto-distranĉado de oblatetoj, kiel kritika paŝo en la fabrikadprocezo de semikonduktaĵoj, estas rekte ligita al la efikeco, rendimento kaj produktokostoj de la ico.
#01 Fono kaj Signifo de Vafla Kubado
1.1 Difino de Vafla Kubado
Vaflera hakado (ankaŭ konata kiel skribado) estas esenca paŝo en semikonduktaĵa fabrikado, celanta dividi prilaboritajn vaflerojn en plurajn individuajn ŝimojn. Ĉi tiuj ŝimoj tipe enhavas kompletan cirkvitan funkciecon kaj estas la kernaj komponantoj finfine uzataj en la produktado de elektronikaj aparatoj. Ĉar icodezajnoj fariĝas pli kompleksaj kaj dimensioj daŭre ŝrumpas, la precizeco kaj efikecpostuloj por vaflera hakadoteknologio fariĝas pli kaj pli striktaj.
En praktikaj operacioj, sigelo-tranĉado tipe uzas altprecizajn ilojn kiel diamantajn klingojn por certigi, ke ĉiu sigelo restas sendifekta kaj plene funkcia. Ŝlosilaj paŝoj inkluzivas preparadon antaŭ tranĉado, precizan kontrolon dum la tranĉprocezo, kaj kvalitan inspektadon post tranĉado.
Antaŭ tranĉado, la sigelo devas esti markita kaj poziciigita por certigi precizajn tranĉvojojn. Dum tranĉado, parametroj kiel ilpremo kaj rapido devas esti strikte kontrolitaj por eviti difekton al la sigelo. Post tranĉado, ampleksaj kvalitaj inspektoj estas farataj por certigi, ke ĉiu ĉipo plenumas la normojn pri funkciado.
La fundamentaj principoj de la teĥnologio de tranĉado de siliciaj platoj ampleksas ne nur la elekton de tranĉa ekipaĵo kaj la agordon de procezaj parametroj, sed ankaŭ la influon de la mekanikaj ecoj kaj karakterizaĵoj de materialoj sur la tranĉkvalito. Ekzemple, malalt-k-dielektrikaj siliciaj platoj, pro siaj malsuperaj mekanikaj ecoj, estas tre sentemaj al streskoncentriĝo dum tranĉado, kondukante al difektoj kiel ekzemple ŝelado kaj fendado. La malalta malmoleco kaj rompiĝemo de malalt-k-materialoj igas ilin pli emaj al struktura difekto sub mekanika forto aŭ termika streso, precipe dum tranĉado. La kontakto inter la ilo kaj la platsurfaco, kunligita kun altaj temperaturoj, povas plue pliseverigi streskoncentriĝon.

Kun progresoj en materialscienco, la teknologio por tranĉi vaflojn etendiĝis preter tradiciaj silicio-bazitaj duonkonduktaĵoj por inkluzivi novajn materialojn kiel galiuma nitrido (GaN). Ĉi tiuj novaj materialoj, pro sia malmoleco kaj strukturaj ecoj, prezentas novajn defiojn por tranĉprocezoj, postulante pliajn plibonigojn en tranĉiloj kaj teknikoj.
Kiel kritika procezo en la semikonduktaĵa industrio, vaflaj haketadoj daŭre estas optimumigataj responde al evoluantaj postuloj kaj teknologiaj progresoj, metante la fundamenton por estontaj mikroelektroniko kaj integracirkvitaj teknologioj.
Plibonigoj en la teknologio por tranĉi vaflojn iras preter la disvolviĝo de helpmaterialoj kaj iloj. Ili ankaŭ ampleksas procezo-optimigon, plibonigojn en ekipaĵa rendimento kaj precizan kontrolon de tranĉparametroj. Ĉi tiuj progresoj celas certigi altan precizecon, efikecon kaj stabilecon en la procezo de tranĉado de vafloj, plenumante la bezonon de la semikonduktaĵa industrio por pli malgrandaj dimensioj, pli alta integriĝo kaj pli kompleksaj ĉipstrukturoj.
| Pliboniga Areo | Specifaj Mezuroj | Efikoj |
| Proceza Optimigo | - Plibonigu komencajn preparojn, kiel ekzemple pli precizan poziciigon de la oblato kaj vojplanadon. | - Reduktu tranĉerarojn kaj plibonigu stabilecon. |
| - Minimumigu tranĉerarojn kaj plibonigu stabilecon. | - Adoptu realtempajn monitoradajn kaj retrosciigajn mekanismojn por ĝustigi ilpremon, rapidon kaj temperaturon. | |
| - Pli malaltaj rompiĝaj indicoj de oblatoj kaj plibonigo de la kvalito de la ico. | ||
| Plibonigo de Ekipaĵa Elfaro | - Utiligu altprecizajn mekanikajn sistemojn kaj progresintan aŭtomatigan kontrolteknologion. | - Plibonigu tranĉprecizecon kaj reduktu materialan malŝparon. |
| - Enkonduki laseran tranĉteknologion taŭgan por oblatoj el alt-malmoleco. | - Plibonigi produktadan efikecon kaj redukti manajn erarojn. | |
| - Pliigi ekipaĵan aŭtomatigon por aŭtomata monitorado kaj alĝustigoj. | ||
| Preciza Parametra Kontrolo | - Fajne agordu parametrojn kiel tranĉprofundon, rapidon, ilospecon kaj malvarmigajn metodojn. | - Certigu la integrecon kaj elektran funkciadon de la ŝimo. |
| - Adaptu parametrojn bazitajn sur la materialo, dikeco kaj strukturo de la oblato. | - Akcelu rendimentajn procentojn, reduktu materialan malŝparon, kaj malaltigu produktokostojn. | |
| Strategia Signifo | - Kontinue esplori novajn teknologiajn vojojn, optimumigi procezojn kaj plibonigi ekipaĵajn kapablojn por kontentigi merkatajn postulojn. | - Plibonigi la rendimenton kaj funkciadon de ico-fabrikado, subtenante la disvolvon de novaj materialoj kaj progresintaj ico-dezajnoj. |
1.2 La Graveco de Vafla Kubtranĉado
Distranĉado de obleoj ludas kritikan rolon en la fabrikada procezo de duonkonduktaĵoj, rekte influante postajn paŝojn same kiel la kvaliton kaj rendimenton de la fina produkto. Ĝia graveco povas esti detale priskribita jene:
Unue, la precizeco kaj konstanteco de hakado estas ŝlosilaj por certigi la rendimenton kaj fidindecon de la ĉipo. Dum fabrikado, oblatoj spertas plurajn prilaborajn paŝojn por formi multajn komplikajn cirkvitajn strukturojn, kiuj devas esti precize dividitaj en individuajn ĉipojn (ŝirmilojn). Se estas signifaj eraroj en vicigo aŭ tranĉado dum la hakado, la cirkvitoj povas esti difektitaj, influante la funkciecon kaj fidindecon de la ĉipo. Tial, altpreciza hakadoteknologio ne nur certigas la integrecon de ĉiu ĉipo, sed ankaŭ malhelpas difekton al internaj cirkvitoj, plibonigante la ĝeneralan rendimenton.
Due, la tranĉado de sigeloj havas signifan efikon sur la produktadefikeco kaj kostokontrolo. Kiel decida paŝo en la fabrikada procezo, ĝia efikeco rekte influas la progreson de postaj paŝoj. Optimumigante la tranĉprocezon, pliigante la aŭtomatigajn nivelojn kaj plibonigante la tranĉrapidojn, la ĝenerala produktadefikeco povas esti multe plibonigita.
Aliflanke, materiala malŝparo dum hakado estas kritika faktoro en kostadministrado. Uzado de progresintaj hakadoteknologioj ne nur reduktas nenecesajn materialperdojn dum la tranĉprocezo, sed ankaŭ pliigas la uzadon de la sigeloj, tiel malaltigante produktokostojn.
Kun progresoj en duonkondukta teknologio, la diametroj de la sigeloj daŭre pliiĝas, kaj la densecoj de la cirkvitoj pliiĝas laŭe, metante pli altajn postulojn sur la hakadoteknologion. Pli grandaj sigeloj postulas pli precizan kontrolon de la tranĉvojoj, precipe en alt-densecaj cirkvitaj areoj, kie eĉ malgrandaj devioj povas difekti plurajn ĉipojn. Krome, pli grandaj sigeloj implikas pli da tranĉlinioj kaj pli kompleksajn procezpaŝojn, necesigante pliajn plibonigojn en la precizeco, konsistenco kaj efikeco de hakadoteknologioj por alfronti ĉi tiujn defiojn.
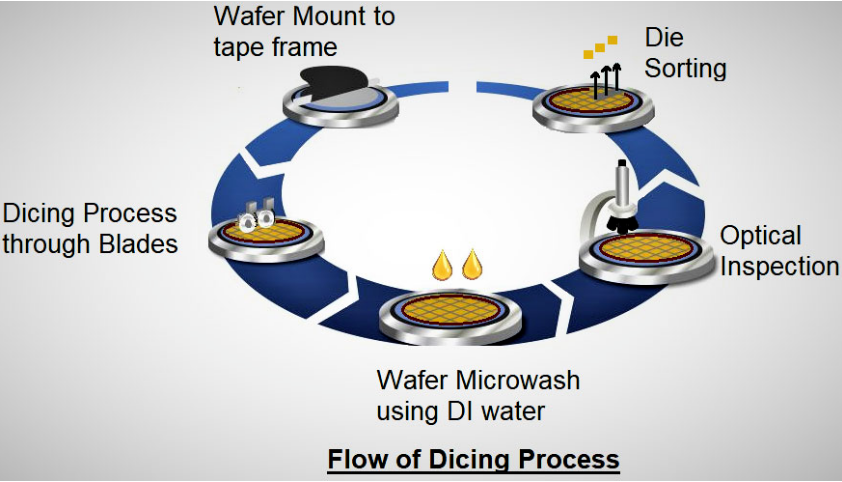
1.3 Procezo de tranĉado de vafloj
La procezo de hakado de vafloj ampleksas ĉiujn paŝojn de la prepara fazo ĝis la fina kvalita inspektado, kie ĉiu etapo estas kritika por certigi la kvaliton kaj rendimenton de la hakitaj blatoj. Sube estas detala klarigo de ĉiu fazo.
| Fazo | Detala Priskribo |
| Prepara Fazo | -Purigado de OblatoUzu altpuran akvon kaj specialajn purigilojn, kombinitajn kun ultrasona aŭ mekanika frotpurigado, por forigi malpuraĵojn, partiklojn kaj poluaĵojn, certigante puran surfacon. -Preciza PoziciigadoUtiligu altprecizan ekipaĵon por certigi, ke la oblato estas precize dividita laŭ la desegnitaj tranĉpadoj. -Fiksado de OblatoFiksu la oblaton sur bendkadron por konservi stabilecon dum tranĉado, malhelpante difekton pro vibrado aŭ movado. |
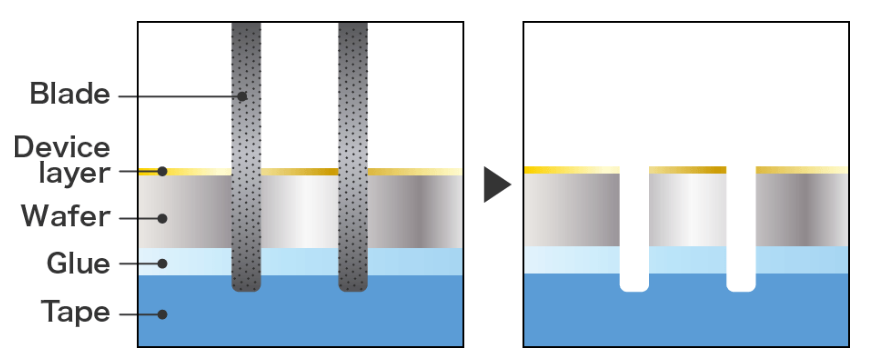
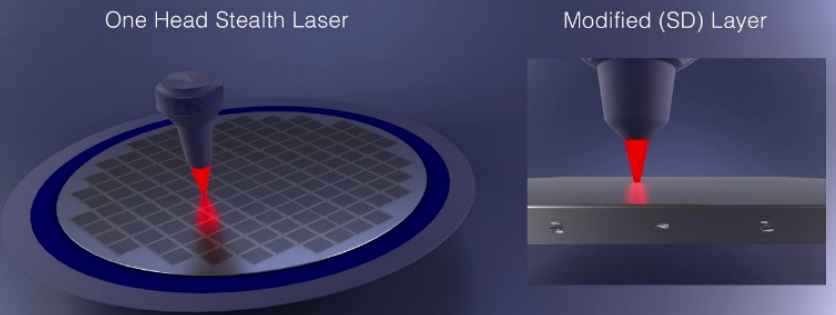
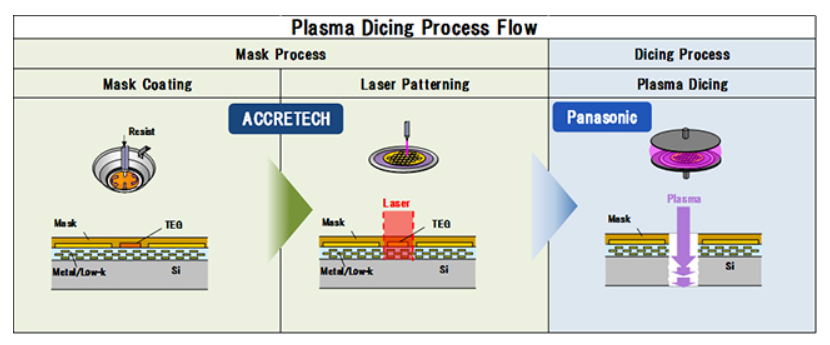
| Tranĉa Fazo | -Klinga KubadoUzu altrapidajn rotaciantajn diamant-kovritajn klingojn por fizika tranĉado, taŭgajn por silikon-bazitajn materialojn kaj kostefikajn. -Lasera KubadoUtiligas alt-energiajn laserajn radiojn por senkontakta tranĉado, ideale por fragilaj aŭ alt-malmolecajn materialojn kiel galiuma nitrido, ofertante pli altan precizecon kaj malpli da materialperdo. -Novaj TeknologiojEnkonduku laseron kaj plasmotranĉajn teknologiojn por plue plibonigi efikecon kaj precizecon, minimumigante varmo-trafitajn zonojn. |
| Puriga Fazo | - Uzu dejonigitan akvon (DI-akvon) kaj specialajn purigilojn, kombinitajn kun ultrasona aŭ ŝpruca purigado, por forigi rubon kaj polvon generitajn dum tranĉado, malhelpante ke restaĵoj influu postajn procezojn aŭ la elektran rendimenton de la ĉipoj. - Alt-pura DI-akvo evitas enkonduki novajn poluaĵojn, certigante puran oblatanan medion. |
| Inspekta Fazo | -Optika InspektadoUzu optikajn detektajn sistemojn kombinitajn kun AI-algoritmoj por rapide identigi difektojn, certigante ke ne ekzistas fendetoj aŭ ĉizado en la haketitaj ĉipoj, plibonigante la inspektadan efikecon kaj reduktante homan eraron. -Dimensio MezuradoKontrolu, ke la dimensioj de la ico plenumas la dezajnajn specifojn. -Elektra Elfaro-TestadoCertigu, ke la elektra funkciado de kritikaj ĉipoj plenumas normojn, garantiante fidindecon en postaj aplikoj. |
| Ordiga Fazo | - Uzu robotajn brakojn aŭ vakuajn suĉtasojn por apartigi kvalifikitajn ĉipojn de la bendkadro kaj aŭtomate ordigi ilin laŭ rendimento, certigante produktadefikecon kaj flekseblecon samtempe plibonigante precizecon. |
La procezo de tranĉado de vafloj implikas purigadon, poziciigadon, tranĉadon, purigadon, inspektadon kaj ordigon de vafloj, kie ĉiu paŝo estas kritika. Kun progresoj en aŭtomatigo, lasera tranĉado kaj inspektaj teknologioj per artefarita inteligenteco, modernaj sistemoj por tranĉado de vafloj povas atingi pli altan precizecon, rapidecon kaj pli malaltan materialperdon. Estonte, novaj tranĉteknologioj kiel lasero kaj plasmo iom post iom anstataŭigos tradician klingotranĉadon por kontentigi la bezonojn de ĉiam pli kompleksaj ĉipdezajnoj, plue antaŭenigante la disvolviĝon de duonkonduktaĵaj fabrikadprocezoj.
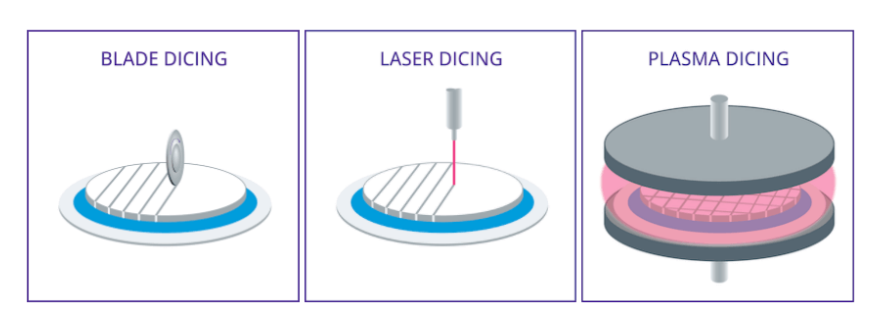
Teknologio de Tranĉado de Oblato kaj Ĝiaj Principoj
La bildo ilustras tri komunajn teknologiojn por tranĉi oblatojn:Klinga Kubado,Lasera Kubado, kajPlasmo-HakadoJen detala analizo kaj suplementa klarigo de ĉi tiuj tri teknikoj:
En fabrikado de duonkonduktaĵoj, tranĉado de sigeloj estas decida paŝo, kiu postulas elekti la taŭgan tranĉmetodon bazitan sur la dikeco de la sigelo. La unua paŝo estas determini la dikecon de la sigelo. Se la dikeco de la sigelo superas 100 mikrometrojn, oni povas elekti klingotranĉadon kiel la tranĉmetodon. Se klingotranĉado ne taŭgas, oni povas uzi la metodon de frakturotranĉado, kiu inkluzivas kaj skribilan tranĉadon kaj klingotranĉadon.
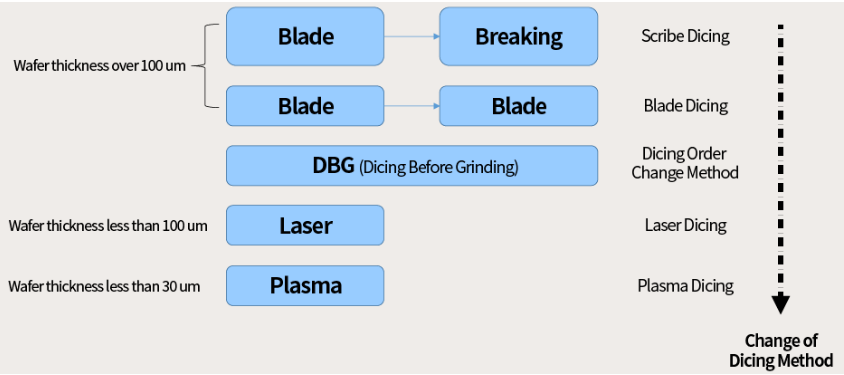
Kiam la dikeco de la silo estas inter 30 kaj 100 mikrometroj, la metodo DBG (Dice Before Grinding - Kubtranĉado antaŭ muelado) estas rekomendinda. En ĉi tiu kazo, oni povas elekti laŭbezone tranĉadon, klingotranĉadon aŭ alĝustigon de la tranĉsekvenco por atingi la plej bonajn rezultojn.
Por ultra-maldikaj obletoj kun dikeco malpli ol 30 mikrometroj, lasera tranĉado fariĝas la preferata metodo pro ĝia kapablo tranĉi maldikajn obletojn precize sen kaŭzi troan damaĝon. Se lasera tranĉado ne povas plenumi specifajn postulojn, plasmotranĉado povas esti uzata kiel alternativo. Ĉi tiu fludiagramo provizas klaran decidvojon por certigi, ke la plej taŭga vafla tranĉteknologio estas elektita sub malsamaj dikecokondiĉoj.
2.1 Mekanika Tranĉa Teknologio
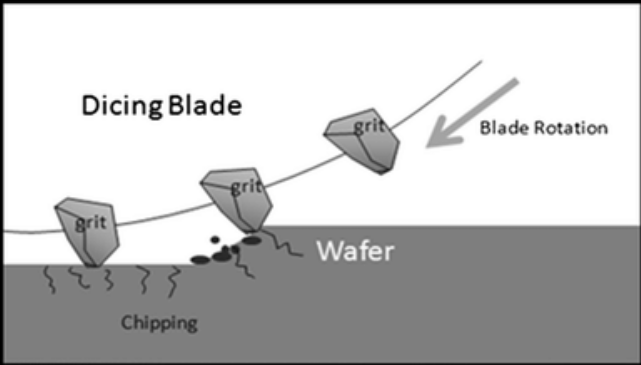
Mekanika tranĉteknologio estas la tradicia metodo en tranĉado de vafloj. La kerna principo estas uzi altrapidan rotaciantan diamantan muelilon kiel tranĉilon por tranĉi la vaflon. Ŝlosila ekipaĵo inkluzivas aerportantan spindelon, kiu pelas la diamantan muelilon je altaj rapidoj por plenumi precizan tranĉadon aŭ kaneladon laŭ antaŭdifinita tranĉvojo. Ĉi tiu teknologio estas vaste uzata en la industrio pro sia malalta kosto, alta efikeco kaj larĝa aplikebleco.
Avantaĝoj
La alta malmoleco kaj eluziĝrezisto de diamantaj mueliloj ebligas al mekanika tranĉteknologio adaptiĝi al la tranĉbezonoj de diversaj vaflaj materialoj, ĉu tradiciaj silicio-bazitaj materialoj aŭ pli novaj kunmetitaj duonkonduktaĵoj. Ĝia funkciado estas simpla, kun relative malaltaj teknikaj postuloj, plue antaŭenigante ĝian popularecon en amasproduktado. Krome, kompare kun aliaj tranĉmetodoj kiel lasertranĉado, mekanika tranĉado havas pli kontroleblajn kostojn, igante ĝin taŭga por grandvolumenaj produktadbezonoj.
Limigoj
Malgraŭ siaj multaj avantaĝoj, mekanika tranĉteknologio ankaŭ havas limigojn. Unue, pro la fizika kontakto inter la ilo kaj la sigelo, la tranĉprecizeco estas relative limigita, ofte kondukante al dimensiaj devioj, kiuj povas influi la precizecon de posta ĉipa enpakado kaj testado. Due, difektoj kiel ĉizado kaj fendetoj povas facile okazi dum la mekanika tranĉprocezo, kio ne nur influas la rendimentan indicon, sed ankaŭ povas negative efiki la fidindecon kaj vivdaŭron de la ĉipoj. La mekanike streĉita difekto estas precipe malutila por altdenseca ĉipfabrikado, precipe dum tranĉado de fragilaj materialoj, kie ĉi tiuj problemoj estas pli elstaraj.
Teknologiaj Plibonigoj
Por superi ĉi tiujn limigojn, esploristoj kontinue optimumigas la mekanikan tranĉprocezon. Ŝlosilaj plibonigoj inkluzivas plibonigi la dezajnon kaj materialan elekton de mueliloj por plibonigi la tranĉprecizecon kaj daŭripovon. Krome, optimumigi la strukturan dezajnon kaj kontrolsistemojn de tranĉekipaĵo plu plibonigis la stabilecon kaj aŭtomatigon de la tranĉprocezo. Ĉi tiuj progresoj reduktas erarojn kaŭzitajn de homaj operacioj kaj plibonigas la konsistencon de la tranĉoj. La enkonduko de altnivelaj inspektaj kaj kvalitkontrolaj teknologioj por realtempa monitorado de anomalioj dum la tranĉprocezo ankaŭ signife plibonigis la tranĉfidindecon kaj rendimenton.
Estonta Disvolviĝo kaj Novaj Teknologioj
Kvankam mekanika tranĉteknologio ankoraŭ okupas gravan rolon en la tranĉado de vafloj, novaj tranĉteknologioj rapide progresas dum la evoluado de duonkonduktaĵaj procezoj. Ekzemple, la apliko de termika lasera tranĉteknologio provizas novajn solvojn al la problemoj pri precizeco kaj difektoj en mekanika tranĉado. Ĉi tiu nekontakta tranĉmetodo reduktas la fizikan streĉon sur la vaflo, signife malaltigante la incidencon de fendado kaj ŝelado, precipe dum tranĉado de pli fragilaj materialoj. Estonte, la integriĝo de mekanika tranĉteknologio kun emerĝantaj tranĉteknikoj provizos al duonkonduktaĵa fabrikado pli da ebloj kaj fleksebleco, plue plibonigante la fabrikadan efikecon kaj la kvaliton de la ĉipo.
Konklude, kvankam mekanika tranĉteknologio havas certajn malavantaĝojn, kontinuaj teknologiaj plibonigoj kaj ĝia integriĝo kun novaj tranĉteknikoj permesas al ĝi ankoraŭ ludi gravan rolon en semikonduktaĵa fabrikado kaj konservi sian konkurencivon en estontaj procezoj.
2.2 Lasera Tranĉa Teknologio
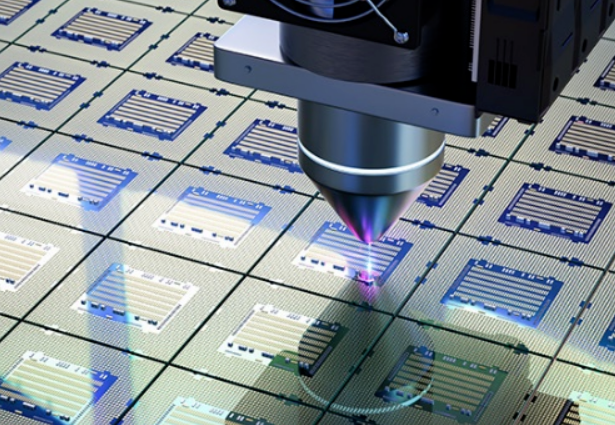
Lasera tranĉteknologio, kiel nova metodo en tranĉado de valfplatoj, iom post iom akiris vastan atenton en la duonkonduktaĵa industrio pro sia alta precizeco, manko de mekanika kontakta difekto, kaj rapidaj tranĉkapabloj. Ĉi tiu teknologio uzas la altan energidensecon kaj fokuskapablon de lasera radio por krei malgrandan varmo-efikitan zonon sur la surfaco de la valfplato. Kiam la lasera radio estas aplikita al la valfplato, la generita termika streĉo kaŭzas la rompiĝon de la materialo ĉe la difinita loko, atingante precizan tranĉadon.
Avantaĝoj de Lasera Tranĉa Teknologio
• Alta PrecizecoLa preciza poziciiga kapablo de la lasera radio permesas tranĉprecizecon je mikrono aŭ eĉ nanometro, plenumante la postulojn de moderna altpreciza, altdenseca integra cirkvitfabrikado.
• Neniu Mekanika KontaktoLasera tranĉado evitas fizikan kontakton kun la blato, malhelpante oftajn problemojn en mekanika tranĉado, kiel ekzemple ĉizado kaj fendado, signife plibonigante la rendimenton kaj fidindecon de la blatoj.
• Rapida Tranĉa RapidoLa alta rapideco de lasera tranĉado kontribuas al pliigita produktadefikeco, igante ĝin aparte taŭga por grandskalaj, altrapidaj produktadscenaroj.
Defioj Alfrontitaj
• Alta Ekipaĵa KostoLa komenca investo por lasertranĉa ekipaĵo estas alta, kio prezentas ekonomian premon, precipe por malgrandaj ĝis mezgrandaj produktadentreprenoj.
• Kompleksa Proceza KontroloLasera tranĉado postulas precizan kontrolon de pluraj parametroj, inkluzive de energidenseco, fokuspozicio kaj tranĉrapideco, kio igas la procezon kompleksa.
• Problemoj de Varmo-Trafitaj ZonojKvankam la nekontakta naturo de lasera tranĉado reduktas mekanikan damaĝon, la termika streso kaŭzita de la varmo-trafita zono (HAZ) povas negative influi la ecojn de la oblato-materialo. Plia optimumigo de la procezo estas necesa por minimumigi ĉi tiun efikon.
Teknologiaj Plibonigaj Direktoj
Por trakti ĉi tiujn defiojn, esploristoj fokusiĝas al malaltigo de ekipaĵkostoj, plibonigo de tranĉefikeco kaj optimumigo de la procezfluo.
• Efikaj Laseroj kaj Optikaj SistemojPer evoluigo de pli efikaj laseroj kaj progresintaj optikaj sistemoj, eblas malaltigi ekipaĵkostojn samtempe plibonigante tranĉprecizecon kaj rapidon.
• Optimigo de Procezaj ParametrojProfunda esplorado pri la interagado inter laseroj kaj oblataj materialoj estas farata por plibonigi procezojn, kiuj reduktas la varmo-trafitan zonon, tiel plibonigante la tranĉkvaliton.
• Inteligentaj KontrolsistemojLa disvolviĝo de inteligentaj kontrolaj teknologioj celas aŭtomatigi kaj optimumigi la lasertranĉan procezon, plibonigante ĝian stabilecon kaj konsistencon.
Lasera tranĉteknologio estas aparte efika en ultra-maldikaj obleoj kaj altprecizaj tranĉscenaroj. Ĉar obleaj grandecoj pliiĝas kaj cirkvitdensecoj pliiĝas, tradiciaj mekanikaj tranĉmetodoj luktas por kontentigi la altprecizajn kaj alt-efikecajn postulojn de moderna duonkonduktaĵa fabrikado. Pro siaj unikaj avantaĝoj, lasera tranĉado fariĝas la preferata solvo en ĉi tiuj kampoj.
Kvankam lasera tranĉteknologio ankoraŭ alfrontas defiojn kiel altaj ekipaĵkostoj kaj proceza komplekseco, ĝiaj unikaj avantaĝoj en alta precizeco kaj nekontakta difekto igas ĝin grava direkto por disvolviĝo en duonkonduktaĵa fabrikado. Ĉar laserteknologio kaj inteligentaj kontrolsistemoj daŭre progresas, oni atendas, ke lasertranĉado plu plibonigos la efikecon kaj kvaliton de pecetotranĉado, pelante la kontinuan disvolviĝon de la duonkonduktaĵa industrio.
2.3 Plasmo-tranĉa teknologio
Plasmotranĉa teknologio, kiel emerĝanta metodo por tranĉi oblatojn, akiris signifan atenton en la lastaj jaroj. Ĉi tiu teknologio uzas alt-energiajn plasmotrabojn por precize tranĉi oblatojn per kontrolado de la energio, rapideco kaj tranĉvojo de la plasmotrabo, atingante optimumajn tranĉrezultojn.
Funkciprincipo kaj Avantaĝoj
La procezo de plasmotranĉado dependas de alttemperatura, altenergia plasmofasko generita de la ekipaĵo. Ĉi tiu fasko povas varmigi la oblikvan materialon ĝis ĝia fandpunkto aŭ vaporiĝa punkto en tre mallonga tempo, ebligante rapidan tranĉadon. Kompare kun tradicia mekanika aŭ lasera tranĉado, plasmotranĉado estas pli rapida kaj produktas pli malgrandan varmo-trafitan zonon, efike reduktante la okazon de fendetoj kaj difektoj dum tranĉado.
En praktikaj aplikoj, plasmotranĉa teknologio estas aparte lerta pri manipulado de oblatoj kun kompleksaj formoj. Ĝia alt-energia, alĝustigebla plasmoradio povas facile tranĉi neregulajn oblatojn kun alta precizeco. Tial, en mikroelektronika fabrikado, precipe en adaptita kaj malgrand-kvanta produktado de altkvalitaj ĉipoj, ĉi tiu teknologio montras grandan promeson por vasta uzo.
Defioj kaj Limigoj
Malgraŭ la multaj avantaĝoj de plasmotranĉa teknologio, ĝi ankaŭ alfrontas kelkajn defiojn.
• Kompleksa ProcezoLa plasmotranĉa procezo estas kompleksa kaj postulas altprecizan ekipaĵon kaj spertajn funkciigistojn por certigiprecizeco kaj stabileco en tranĉado.
• Media Kontrolo kaj SekurecoLa alt-temperatura, alt-energia naturo de la plasmotrabo postulas rigorajn mediajn kontrolojn kaj sekurecajn rimedojn, kio pliigas la kompleksecon kaj koston de efektivigo.
Estontaj Evoluigaj Direktoj
Kun teknologiaj progresoj, oni atendas, ke la defioj asociitaj kun plasmotranĉado estos iom post iom superitaj. Per disvolvado de pli inteligentaj kaj pli stabilaj tranĉekipaĵoj, la dependeco de manaj operacioj povas esti reduktita, tiel plibonigante produktadan efikecon. Samtempe, optimumigi procezajn parametrojn kaj la tranĉmedion helpos malaltigi sekurecajn riskojn kaj funkciajn kostojn.
En la duonkonduktaĵa industrio, novigoj en la teknologio por tranĉado kaj hakado de vafloj estas esencaj por antaŭenigi la disvolviĝon de la industrio. La teknologio por plasma tranĉado, kun sia alta precizeco, efikeco kaj kapablo pritrakti kompleksajn vaflojn, aperis kiel grava nova ludanto en ĉi tiu kampo. Kvankam iuj defioj restas, ĉi tiuj problemoj estos iom post iom traktataj per daŭra teknologia novigado, alportante pli da eblecoj kaj ŝancoj al duonkonduktaĵa fabrikado.
La aplikaj perspektivoj de plasmotranĉa teknologio estas vastaj, kaj oni atendas, ke ĝi ludos pli gravan rolon en la fabrikado de duonkonduktaĵoj estonte. Per kontinua teknologia novigado kaj optimumigo, plasmotranĉado ne nur solvos ekzistantajn defiojn, sed ankaŭ fariĝos potenca motoro por la kresko de la duonkonduktaĵa industrio.
2.4 Tranĉkvalito kaj Influaj Faktoroj
La kvalito de tranĉado de pecetoj estas kritika por la posta enpakado de pecetoj, testado, kaj la ĝenerala funkciado kaj fidindeco de la fina produkto. Oftaj problemoj renkontitaj dum tranĉado inkluzivas fendetojn, ŝelojn kaj tranĉdeviojn. Ĉi tiujn problemojn influas pluraj faktoroj, kiuj laboras kune.
| Kategorio | Enhavo | Efiko |
| Procezaj Parametroj | Tranĉrapido, furaĝrapido, kaj tranĉprofundo rekte influas la stabilecon kaj precizecon de la tranĉprocezo. Malĝustaj agordoj povas konduki al streskoncentriĝo kaj troa varmo-trafita zono, rezultante en fendetoj kaj ŝelado. Konvene alĝustigi parametrojn laŭ la materialo, dikeco kaj tranĉpostuloj de la sigelo estas ŝlosila por atingi la deziratajn tranĉrezultojn. | La ĝustaj procezparametroj certigas precizan tranĉadon kaj reduktas la riskon de difektoj kiel fendetoj kaj ŝelado. |
| Ekipaĵaj kaj Materialaj Faktoroj | -Klinga KvalitoLa materialo, malmoleco kaj eluziĝrezisto de la klingo influas la glatecon de la tranĉprocezo kaj la platecon de la tranĉsurfaco. Malbonkvalitaj klingoj pliigas frotadon kaj termikan streĉon, eble kondukante al fendetoj aŭ ŝelado. Elekti la ĝustan klingomaterialon estas decida. -Fridigaĵa ElfaroFridigaĵoj helpas redukti la tranĉtemperaturon, minimumigi frotadon kaj forigi rubon. Neefika fridigaĵo povas konduki al altaj temperaturoj kaj amasiĝo de rubo, kio influas la tranĉkvaliton kaj efikecon. Elekti efikajn kaj ekologie amikajn fridigaĵojn estas esenca. | La kvalito de la klingo influas la precizecon kaj glatecon de la tranĉo. Neefika fridigaĵo povas rezultigi malbonan tranĉkvaliton kaj efikecon, emfazante la bezonon de optimuma uzo de fridigaĵo. |
| Proceskontrolo kaj Kvalitinspektado | -Procesa KontroloRealtempa monitorado kaj alĝustigo de ŝlosilaj tranĉparametroj por certigi stabilecon kaj konsistencon en la tranĉprocezo. -Kvalita InspektadoPost-tranĉaj aspektokontroloj, dimensiaj mezuradoj kaj elektraj funkciaj testoj helpas identigi kaj rapide solvi kvalitajn problemojn, plibonigante tranĉprecizecon kaj konstantecon. | Taŭga procezkontrolo kaj kvalito-inspektado helpas certigi koherajn, altkvalitajn tranĉrezultojn kaj fruan detekton de eblaj problemoj. |
Plibonigante la Tranĉkvaliton
Plibonigi la tranĉkvaliton postulas ampleksan aliron, kiu konsideras procezajn parametrojn, ekipaĵon kaj materialan elekton, procezan kontrolon kaj inspektadon. Per kontinua rafinado de tranĉteknologioj kaj optimumigo de procezmetodoj, la precizeco kaj stabileco de tranĉado de vafloj povas esti plu plibonigitaj, provizante pli fidindan teknikan subtenon por la duonkonduktaĵa fabrikada industrio.
#03 Post-tranĉa Manipulado kaj Testado
3.1 Purigado kaj Sekigado
La purigado kaj sekigado post tranĉado de la pecetoj estas kritikaj por certigi la kvaliton de la peceto kaj la glatan progreson de postaj procezoj. Dum ĉi tiu etapo, estas esence plene forigi siliciajn restaĵojn, fridigaĵrestaĵojn kaj aliajn poluaĵojn generitajn dum tranĉado. Estas same grave certigi, ke la pecetoj ne difektiĝu dum la purigado, kaj post sekigado, certigi, ke neniu humideco restu sur la peceta surfaco por eviti problemojn kiel korodo aŭ elektrostatika malŝarĝo.

Posttranĉa Manipulado: Purigado kaj Sekigprocezo
| Proceza Paŝo | Enhavo | Efiko |
| Purigado-Procezo | -MetodoUzu specialajn purigilojn kaj puran akvon, kombinitajn kun ultrasonaj aŭ mekanikaj brosteknikoj por purigado. | Certigas ĝisfundan forigon de malpuraĵoj kaj malhelpas difekton al la ĉipoj dum purigado. |
| -Selektado de PurigiloElektu laŭ la materialo de la oblato kaj la tipo de poluaĵo por certigi efikan purigadon sen difekti la peceton. | Ĝusta elekto de agento estas ŝlosila por efika purigado kaj protekto kontraŭ pecetoj. | |
| -Parametra KontroloStrikte kontrolu la purigtemperaturon, tempon kaj koncentriĝon de la purigsolvaĵo por eviti kvalitajn problemojn kaŭzitajn de nedeca purigado. | Kontroloj helpas eviti difekti la oblato aŭ postlasi poluaĵojn, certigante konstantan kvaliton. | |
| Sekiga Procezo | -Tradiciaj MetodojNatura aersekigado kaj varmaaera sekigado, kiuj havas malaltan efikecon kaj povas konduki al amasiĝo de statika elektro. | Povas rezultigi pli malrapidajn sekigtempojn kaj eblajn problemojn pri statika elektro. |
| -Modernaj TeknologiojUzu progresintajn teknologiojn kiel vakuosekigadon kaj infraruĝan sekigadon por certigi, ke la ĉipoj rapide sekiĝas kaj evitas malutilajn efikojn. | Pli rapida kaj pli efika sekigprocezo, reduktante riskon de statika malŝargo aŭ humid-rilataj problemoj. | |
| Ekipaĵa Selektado kaj Prizorgado | -Ekipaĵa SelektadoAlt-efikecaj purigaj kaj sekigaj maŝinoj plibonigas la efikecon de prilaborado kaj fajne kontrolas eblajn problemojn dum manipulado. | Altkvalitaj maŝinoj certigas pli bonan prilaboradon kaj reduktas la probablecon de eraroj dum purigado kaj sekigado. |
| -Ekipaĵa PrizorgadoRegula inspektado kaj prizorgado de ekipaĵo certigas, ke ĝi restas en optimuma funkcia stato, garantiante la kvaliton de la ĉizpecoj. | Taŭga prizorgado malhelpas ekipaĵajn paneojn, certigante fidindan kaj altkvalitan prilaboradon. |
Post-tranĉa Purigado kaj Sekigado
La purigado kaj sekigado post tranĉado de la sigeloj estas kompleksaj kaj delikataj procezoj, kiuj postulas zorgeman konsideron de pluraj faktoroj por certigi la finan rezulton de la prilaborado. Per uzado de sciencaj metodoj kaj rigoraj proceduroj, eblas certigi, ke ĉiu ĉipo eniras la postajn enpakajn kaj testajn etapojn en optimuma stato.
Post-tranĉa Inspektado kaj Testado
| Paŝo | Enhavo | Efiko |
| Inspekta Paŝo | 1.Vida InspektadoUzu vidan aŭ aŭtomatan inspektan ekipaĵon por kontroli videblajn difektojn kiel fendetojn, ŝelojn aŭ poluadon sur la ĉipsurfaco. Rapide identigu fizike difektitajn ĉipsojn por eviti malŝparon. | Helpas identigi kaj elimini difektajn ĉipojn frue en la procezo, reduktante materialperdon. |
| 2.Grandeca MezuroUzu precizajn mezurilojn por precize mezuri ico-dimensiojn, certigante ke la tranĉita grandeco plenumas la dezajnajn specifojn kaj evitante funkciajn problemojn aŭ pakajn malfacilaĵojn. | Certigas, ke la ĉipoj estas ene de la postulataj grandeclimoj, malhelpante rendimentan degradiĝon aŭ muntproblemojn. | |
| 3.Elektra Elfaro-TestadoTaksu ŝlosilajn elektrajn parametrojn kiel rezisto, kapacitanco kaj induktanco, por identigi nekonformajn ĉipojn kaj certigi, ke nur rendiment-kvalifikitaj ĉipoj progresas al la sekva etapo. | Certigas, ke nur funkciaj kaj rendiment-testitaj ĉipoj antaŭeniras en la procezo, reduktante la riskon de fiasko en pli postaj stadioj. | |
| Testa Paŝo | 1.Funkcia TestadoKontrolu, ke la baza funkciado de la ĉipo funkcias kiel intencite, identigante kaj eliminante ĉipojn kun funkciaj anomalioj. | Certigas, ke ĉipoj plenumas bazajn funkciajn postulojn antaŭ ol progresi al pli postaj stadioj. |
| 2.Fidindeca TestadoTaksu la stabilecon de la ico sub longedaŭra uzo aŭ severaj medioj, tipe implikante alt-temperaturan maljuniĝon, malalt-temperaturan testadon kaj humidecteston por simuli real-mondajn ekstremajn kondiĉojn. | Certigas, ke blatoj povas fidinde funkcii sub diversaj mediaj kondiĉoj, plibonigante la daŭron kaj stabilecon de la produkto. | |
| 3.Kongrueca TestadoKontrolu, ke la ĉipo funkcias ĝuste kun aliaj komponantoj aŭ sistemoj, certigante, ke ne ekzistas eraroj aŭ rendimenta degradiĝo pro nekongrueco. | Certigas glatan funkciadon en realmondaj aplikoj malhelpante kongruecajn problemojn. |
3.3 Pakado kaj Stokado
Post tranĉado de la sigeloj, la ĉipoj estas decida rezulto de la duonkonduktaĵa fabrikada procezo, kaj iliaj pakado- kaj stokado-fazoj estas same gravaj. Ĝustaj pakado- kaj stokado-rimedoj estas esencaj ne nur por certigi la sekurecon kaj stabilecon de la ĉipoj dum transportado kaj stokado, sed ankaŭ por provizi fortan subtenon por postaj produktado-, testado- kaj pakado-fazoj.
Resumo de la Inspektaj kaj Testaj Etapoj:
La inspektaj kaj testaj paŝoj por blatoj post tranĉado de sigeloj kovras gamon da aspektoj, inkluzive de vida inspektado, mezurado de grandeco, testado de elektra funkciado, funkcia testado, fidindeca testado kaj kongrueca testado. Ĉi tiuj paŝoj estas interligitaj kaj komplementaj, formante solidan baron por certigi produktokvaliton kaj fidindecon. Per striktaj inspektaj kaj testaj proceduroj, eblaj problemoj povas esti identigitaj kaj solvitaj rapide, certigante, ke la fina produkto plenumas la postulojn kaj atendojn de la klientoj.
| Aspekto | Enhavo |
| Pakaj Mezuroj | 1.KontraŭstatikaPakmaterialoj devus havi bonegajn antistatikajn ecojn por malhelpi, ke statika elektro difektu la aparatojn aŭ influu ilian funkciadon. |
| 2.HumidiĝrezistaPakmaterialoj devas havi bonan reziston al humideco por malhelpi korodon kaj difektiĝon de elektra funkciado kaŭzitan de humideco. | |
| 3.ŜokorezistaPakmaterialoj devas provizi efikan ŝoksorbadon por protekti la ĉipojn kontraŭ vibrado kaj kolizio dum transportado. | |
| Stokado-medio | 1.Humideca KontroloStrikte kontrolu humidecon ene de taŭga intervalo por malhelpi humidsorbadon kaj korodon kaŭzitan de troa humideco aŭ statikajn problemojn kaŭzitajn de malalta humideco. |
| 2.PurecoKonservu puran stokadmedion por eviti poluadon de ĉipoj per polvo kaj malpuraĵoj. | |
| 3.Temperaturkontrolo: Agordu akcepteblan temperaturintervalon kaj konservu temperaturstabilecon por malhelpi akcelitan maljuniĝon pro troa varmo aŭ kondensadproblemoj kaŭzitaj de malaltaj temperaturoj. | |
| Regula Inspektado | Regule inspektu kaj taksu stokitajn ĉipojn, uzante vidajn inspektojn, grandecmezuradojn kaj elektrajn funkciajn testojn por identigi kaj trakti eblajn problemojn ĝustatempe. Surbaze de la stokadotempo kaj kondiĉoj, planu la uzon de ĉipoj por certigi, ke ili estas uzataj en optimuma stato. |

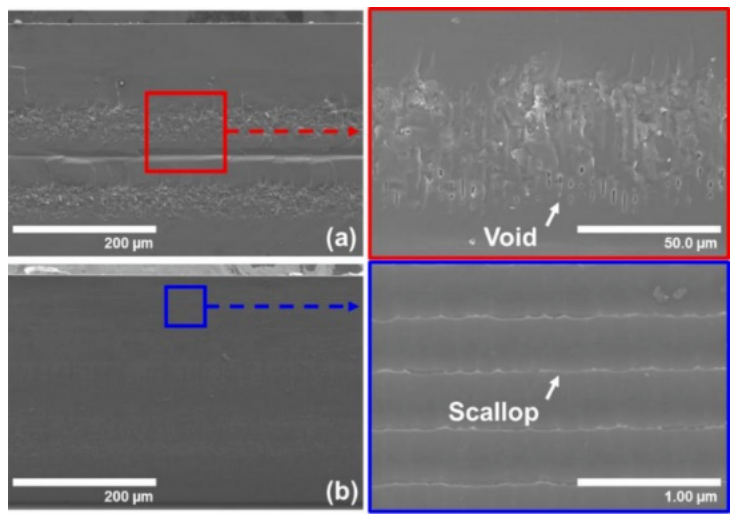
La problemo de mikrofendetoj kaj difektoj dum la procezo de tranĉado de la vafloj estas signifa defio en la fabrikado de duonkonduktaĵoj. La tranĉa streĉo estas la ĉefa kaŭzo de ĉi tiu fenomeno, ĉar ĝi kreas etajn fendetojn kaj difektojn sur la surfaco de la vafloj, kondukante al pliigitaj fabrikadaj kostoj kaj malpliiĝo de la produktokvalito.
Por trakti ĉi tiun defion, estas grave minimumigi la tranĉan streĉon kaj efektivigi optimumajn tranĉteknikojn, ilojn kaj kondiĉojn. Zorgema atento al faktoroj kiel klingomaterialo, tranĉrapideco, premo kaj malvarmigaj metodoj povas helpi redukti la formadon de mikrofendetoj kaj plibonigi la ĝeneralan rendimenton de la procezo. Krome, daŭranta esplorado pri pli progresintaj tranĉteknologioj, kiel lasera hakado, esploras manierojn plu mildigi ĉi tiujn problemojn.
Kiel delikata materialo, obletoj estas emaj al internaj strukturaj ŝanĝoj kiam submetitaj al mekanika, termika aŭ kemia streso, kondukante al la formado de mikrofendetoj. Kvankam ĉi tiuj fendetoj eble ne estas tuj rimarkeblaj, ili povas disetendiĝi kaj kaŭzi pli severan damaĝon dum la fabrikada procezo progresas. Ĉi tiu problemo fariĝas aparte problema dum postaj pakado- kaj testaj stadioj, kie temperaturfluktuoj kaj pliaj mekanikaj stresoj povas igi ĉi tiujn mikrofendetojn evolui en videblajn frakturojn, eble kondukante al ĉipa fiasko.
Por mildigi ĉi tiun riskon, estas esence zorge kontroli la tranĉprocezon optimumigante parametrojn kiel tranĉrapido, premo kaj temperaturo. Uzi malpli agresemajn tranĉmetodojn, kiel laseran hakadon, povas redukti la mekanikan streĉon sur la sigelo kaj minimumigi la formadon de mikrofendetoj. Plie, efektivigi progresintajn inspektajn metodojn kiel infraruĝa skanado aŭ rentgen-bildigo dum la hakado-procezo de la sigelo povas helpi detekti ĉi tiujn fruajn fendetojn antaŭ ol ili kaŭzas plian damaĝon.
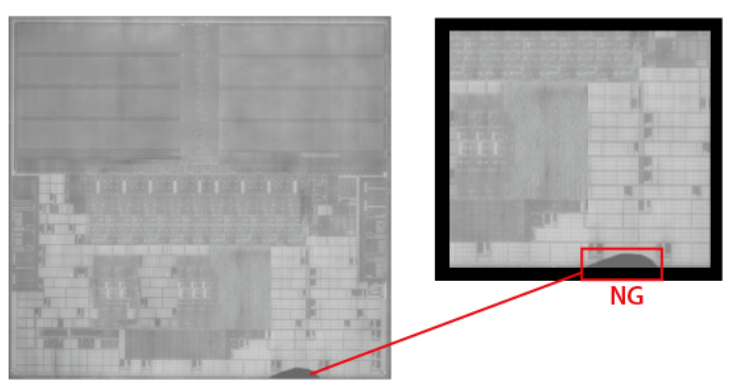
La difekto al la surfaco de la silo estas grava zorgo en la hakado-procezo, ĉar ĝi povas havi rektan efikon sur la rendimenton kaj fidindecon de la ĉipo. Tia difekto povas esti kaŭzita de neĝusta uzo de tranĉiloj, malĝustaj tranĉparametroj, aŭ materialaj difektoj enecaj en la silo mem. Sendepende de la kaŭzo, ĉi tiuj difektoj povas konduki al ŝanĝoj en la elektra rezistanco aŭ kapacitanco de la cirkvito, influante la ĝeneralan rendimenton.
Por trakti ĉi tiujn problemojn, du ŝlosilaj strategioj estas esplorataj:
1. Optimigo de tranĉiloj kaj parametrojPer uzado de pli akraj klingoj, alĝustigo de tranĉrapido kaj modifo de tranĉprofundo, oni povas minimumigi streĉkoncentriĝon dum la tranĉprocezo, tiel reduktante la eblon de difekto.
2. Esplorante novajn tranĉteknologiojnAltnivelaj teknikoj kiel lasera tranĉado kaj plasmotranĉado ofertas plibonigitan precizecon, samtempe eble reduktante la nivelon de damaĝo kaŭzita al la oblato. Ĉi tiuj teknologioj estas studataj por trovi manierojn atingi altan tranĉprecizecon, minimumigante termikan kaj mekanikan streson sur la oblato.
Termika Efika Areo kaj Ĝiaj Efikoj sur Elfaro
En termikaj tranĉaj procezoj kiel lasera kaj plasmotranĉa, altaj temperaturoj neeviteble kreas termikan efikzonon sur la surfaco de la blato. Ĉi tiu areo, kie la temperaturgradiento estas signifa, povas ŝanĝi la ecojn de la materialo, influante la finan rendimenton de la ĉipo.
Efiko de la Termika Trafita Zono (TAZ):
Kristalstrukturaj ŜanĝojSub altaj temperaturoj, atomoj ene de la oblikveto povas rearanĝiĝi, kaŭzante distordojn en la kristala strukturo. Ĉi tiu distordo malfortigas la materialon, reduktante ĝian mekanikan forton kaj stabilecon, kio pliigas la riskon de paneo de la ĉipo dum uzado.
Ŝanĝoj en Elektraj EcojAltaj temperaturoj povas ŝanĝi la koncentriĝon kaj moveblecon de portantoj en duonkonduktaĵaj materialoj, influante la elektran konduktivecon kaj la efikecon de la kurentotransmeto de la ĉipo. Ĉi tiuj ŝanĝoj povas konduki al malpliiĝo de la rendimento de la ĉipo, eble igante ĝin netaŭga por sia celita celo.
Por mildigi ĉi tiujn efikojn, kontroli la temperaturon dum tranĉado, optimumigi la tranĉparametrojn, kaj esplori metodojn kiel malvarmigajn jetojn aŭ post-prilaborajn traktadojn estas esencaj strategioj por redukti la amplekson de la termika efiko kaj konservi la materialan integrecon.
Ĝenerale, kaj mikrofendetoj kaj termikaj efikzonoj estas decidaj defioj en la teknologio de tranĉado de vafloj. Daŭra esplorado, kune kun teknologiaj progresoj kaj kvalitkontrolaj mezuroj, estos necesa por plibonigi la kvaliton de duonkonduktaĵaj produktoj kaj plifortigi ilian merkatan konkurencivon.
Mezuroj por Kontroli la Termikajn Efikajn Zonojn:
Optimumigo de Parametroj de Tranĉa ProcezoRedukti la tranĉrapidon kaj potencon povas efike minimumigi la grandecon de la termika efikzono (TAZ). Tio helpas kontroli la kvanton da varmo generita dum la tranĉprocezo, kiu rekte efikas sur la materialajn ecojn de la silo.
Altnivelaj Malvarmigaj TeknologiojLa apliko de teknologioj kiel likva nitrogena malvarmigo kaj mikrofluida malvarmigo povas signife limigi la amplekson de la termika efikzono. Ĉi tiuj malvarmigaj metodoj helpas disipi varmon pli efike, tiel konservante la materialajn ecojn de la oblato kaj minimumigante termikan difekton.
Materiala SelektadoEsploristoj esploras novajn materialojn, kiel ekzemple karbonajn nanotubojn kaj grafenon, kiuj posedas bonegan varmokonduktecon kaj mekanikan forton. Ĉi tiuj materialoj povas redukti la varmo-efikzonon samtempe plibonigante la ĝeneralan rendimenton de la ĉipoj.
Resumante, kvankam la termika efikzono estas neevitebla konsekvenco de termikaj tranĉteknologioj, ĝi povas esti efike kontrolita per optimumigitaj prilaboraj teknikoj kaj materiala elekto. Estonta esplorado verŝajne temigos fajnagordon kaj aŭtomatigon de termikaj tranĉprocezoj por atingi pli efikan kaj precizan tranĉadon de vafloj.
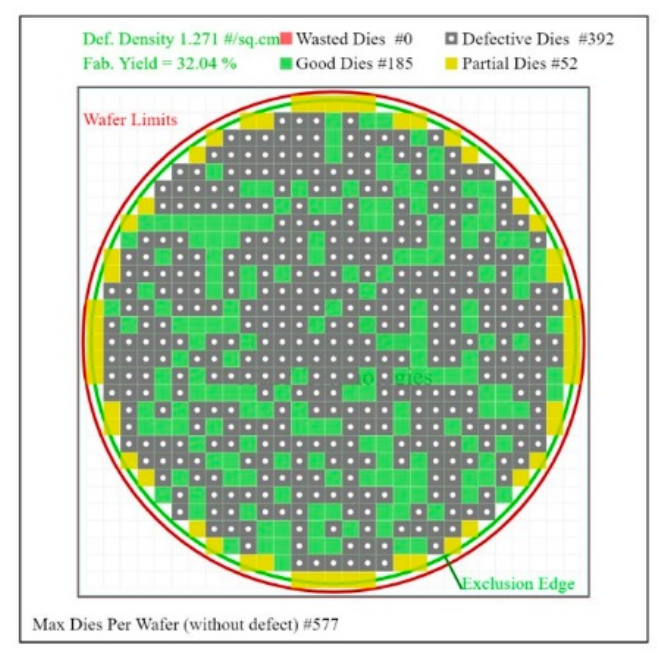
Ekvilibra Strategio:
Atingi la optimuman ekvilibron inter rendimento de sigeloj kaj produktadefikeco estas konstanta defio en la teknologio por tranĉi sigelojn de sigeloj. Fabrikistoj devas konsideri plurajn faktorojn, kiel ekzemple merkatan postulon, produktokostojn kaj produktokvaliton, por disvolvi racian produktadstrategion kaj procezajn parametrojn. Samtempe, la enkonduko de progresinta tranĉekipaĵo, plibonigo de la kapabloj de funkciigistoj kaj plibonigo de la kvalito-kontrolo de krudmaterialoj estas esencaj por konservi aŭ eĉ plibonigi la rendimenton, samtempe pliigante produktadefikecon.
Estontaj Defioj kaj Ŝancoj:
Kun la progreso de duonkonduktaĵa teknologio, valftranĉado alfrontas novajn defiojn kaj ŝancojn. Ĉar la grandeco de la ico ŝrumpas kaj la integriĝo pliiĝas, la postuloj pri tranĉprecizeco kaj kvalito signife kreskas. Samtempe, emerĝantaj teknologioj provizas novajn ideojn por la disvolviĝo de valftranĉaj teknikoj. Fabrikistoj devas resti agorditaj al merkata dinamiko kaj teknologiaj tendencoj, kontinue adaptante kaj optimumigante produktadstrategiojn kaj procezajn parametrojn por renkonti merkatajn ŝanĝojn kaj teknologiajn postulojn.
Konklude, per integrado de konsideroj pri merkata postulo, produktokostoj kaj produkta kvalito, kaj per enkonduko de altnivela ekipaĵo kaj teknologio, plibonigante la kapablojn de funkciigistoj kaj fortigante la kontrolon de krudmaterialoj, fabrikantoj povas atingi la plej bonan ekvilibron inter vafla rendimento kaj produktadefikeco dum vafla hakado, kondukante al efika kaj altkvalita produktado de duonkonduktaĵaj produktoj.
Estonta Perspektivo:
Kun rapidaj teknologiaj progresoj, la duonkondukta teknologio progresas je senprecedenca rapideco. Kiel kritika paŝo en la fabrikado de duonkonduktaĵoj, la teknologio por tranĉi pecetojn estas preta por ekscitaj novaj evoluoj. Antaŭenrigardante, oni atendas, ke la teknologio por tranĉi pecetojn atingos signifajn plibonigojn en precizeco, efikeco kaj kosto, injektante novan viglecon en la daŭran kreskon de la duonkondukta industrio.
Pliigante Precizecon:
En la strebado al pli alta precizeco, la teknologio por tranĉi silabojn senĉese puŝos la limojn de ekzistantaj procezoj. Per profunda studado de la fizikaj kaj kemiaj mekanismoj de la tranĉprocezo kaj preciza kontrolado de tranĉparametroj, pli fajnaj tranĉrezultoj estos atingitaj por plenumi la ĉiam pli kompleksajn postulojn pri cirkvitdezajno. Krome, la esplorado de novaj materialoj kaj tranĉmetodoj signife plibonigos la rendimenton kaj kvaliton.
Plibonigante Efikecon:
Nova ekipaĵo por tranĉi vaflojn fokusiĝos al inteligenta kaj aŭtomatigita dezajno. La enkonduko de progresintaj kontrolsistemoj kaj algoritmoj ebligos al ekipaĵo aŭtomate adapti tranĉparametrojn por adaptiĝi al malsamaj materialoj kaj dezajnaj postuloj, tiel signife plibonigante produktadan efikecon. Novigoj kiel plur-vafla tranĉteknologio kaj rapidaj klingoanstataŭigaj sistemoj ludos gravan rolon en plibonigado de efikeco.
Redukti Kostojn:
Redukti kostojn estas ŝlosila direkto por la disvolviĝo de teĥnologio por tranĉado de vaflaĵoj. Dum novaj materialoj kaj tranĉmetodoj estas disvolvitaj, oni atendas, ke ekipaĵkostoj kaj bontenado estos efike kontrolitaj. Krome, optimumigi produktadprocezojn kaj redukti rubkvotojn plu reduktos malŝparon dum fabrikado, kondukante al malpliiĝo de totalaj produktokostoj.
Inteligenta Fabrikado kaj IoT:
La integriĝo de inteligenta fabrikado kaj la Interreto de Aĵoj (IoT) alportos transformajn ŝanĝojn al la teknologio de tranĉado de vaflaĵoj. Per interkonekteco kaj datumdivido inter aparatoj, ĉiu paŝo de la produktada procezo povas esti monitorita kaj optimumigita en reala tempo. Ĉi tio ne nur plibonigas produktadan efikecon kaj produktokvaliton, sed ankaŭ provizas al kompanioj pli precizan merkatan prognozon kaj subtenon por decidiĝo.
En la estonteco, la teĥnologio de tranĉado de obletoj faros rimarkindajn progresojn en precizeco, efikeco kaj kosto. Ĉi tiuj progresoj pelos la daŭran disvolviĝon de la duonkonduktaĵa industrio kaj alportos pli da teknologiaj novigoj kaj komfortoj al la homa socio.
Afiŝtempo: 19-a de novembro 2024